Here are the answers to a few commonly asked questions about our Waterjet Cutting service:
Question: What is the maximum size part you can cut on the waterjet?
Answer: The maximum part size our waterjet can cut depends on whether we’re cutting in 3-axis mode, or 5-axis mode. A 3-axis part can be up to 95.25” x 47.25”, providing ⅜” clearance between the edges of the part and the edges of the sheet stock. A 5-axis part has to be a bit smaller to prevent our machine from cutting itself. The size limitation for 5-axis parts is 91” x 45”. Cutting a 3-axis part using taper compensation is considered a 3-axis part with regard to the above size limitations due to the small tilt angles required.
Question: Why do you require ⅜” clearance between and around parts?
Answer: When planning the cutting paths for your parts, our software adds “lead-ins” which are small entry points positioned outside of the extents of your parts to ensure a clean cut all the way around the part. The ⅜” clearance around and between parts allows for the added space of these features.
Question: What’s the difference between 3-axis cutting and 5-axis cutting?
Answer: 3-axis cutting keeps the waterjet nozzle perpendicular to the sheet surface, resulting in a nearly square edge on your parts (see “What is taper compensation?” below) while 5-axis cutting allows for a variable nozzle angle relative to the sheet surface. This varying angle can produce tapered faces on your part.
Question: How precise are waterjet cut parts?
Answer: It is possible to achieve part tolerances within a few thousandths of an inch. Most features on delivered parts are within 0.002” to 0.003” of what was specified, BUT there are many constantly changing parameters during the process of cutting that can cause a part to cut incorrectly such as: part motion due to tank turbulence, warped material, nozzle wear, and pump pressure fluctuations, which can cause differences up to 0.015” to be present. For guarantee of more precise features, a different manufacturing process should be used.
Question: What is taper compensation?
Answer: Taper compensation is using the 5-axis capability of the machine to slightly adjust the nozzle angle relative to the sheet surface to ensure a square edge on your 3-axis parts. It is technically 5-axis cutting, but results in better quality 3-axis parts. This adds time to the cutting process to allow the nozzle to continuously change its angle throughout the cutting path. The actual cutting stream of water coming out of the nozzle has a slight conical shape to it. The control system on our machine is capable of tilting the head slightly to produce square cuts on your parts. For example, cutting out a circle using taper compensation would require the nozzle to change its angle along the entire cutting path. Take a look at our exaggerated taper compensation example below and notice that the right side of the cut on the taper compensated part has a 90 degree angle relative to the sheet surface. This feature is only useful on parts that are thicker than ⅛” and will raise the cost of your job due to increased cutting time.
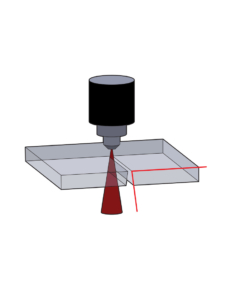 Straight Cutting |
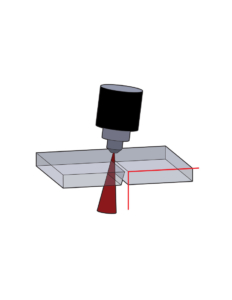 Taper Compensated Cutting |
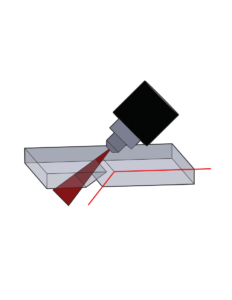 5-axis Cutting |
Question: What is the maximum angle that can be cut on a 5-axis part?
Answer: Our machine can cut up to a 60 degree angle from straight down (perpendicular to the sheet face). Please review the question regarding how using this feature reduces our cutting envelope.
Question: Are different qualities of cut possible for different areas of my part?
Answer: Yes. Our standard cut quality for all parts is “cut quality 3” which produces reasonably good edges. In our experience, cut qualities 1, and 2 don’t always fully penetrate the material, so we don’t select them very often. There are certain instances where we use higher cut qualities for sections of a part, or a whole part. Raising the cut quality increases the cut time, which will raise the cost of your part. If you are concerned about this, please bring it up with our technician and we would be happy to discuss it with you.
Question: What kinds of materials can a waterjet cut?
Answer: A Waterjet cutter is an abrasive cutting machine. It cuts by spraying a mixture of water and very fine garnet abrasive through whatever material you put on its cutting bed. It is able to cut almost any material. Common items to cut are untempered glass, plastics, woods, stone, composites, metals (hardened and non-hardened), and even potted electronics. There are very few things a waterjet can’t cut. By city ordinance, we are not able to cut lead, depleted uranium, or any other material that is dangerous to the city’s water supply. Exotic materials may require a few test cuts to calibrate material settings for things we don’t have in our material database.
Question: What thickness of material is a waterjet able to cut?
Answer: Our waterjet can cut up to 6” thick steel. The accuracy of the cut diminishes as the cut thickness increases. The back side of a cut on a thick piece of material can deviate from the requested shape by 0.02” or more, and the cut quality is also generally much less even. This is caused by the tendency of the water and garnet mixture to wander slightly as it is making its way through the material, due to slight material density irregularities and other factors.
Question: How small of a job can APROE process?
Answer: We accept smaller sized orders, however these jobs will be charged an $80 minimum labor charge.